Пружины: материалы и технология изготовления, виды и основные типы
Пружины используют во всех сферах и областях. Без них невозможно представить современное производство и оборудования. Сами пружины могут отличаться по материалу и методу изготовления, форме и назначению.
Содержание статьи
Основные типы и виды пружин

По назначению их различают: пружины сжатия, кручения и растяжения. В каждом случае пружина работает в определенных условиях эксплуатации и имеют различия по конструкции. Поэтому на производствах часто заказывают изготовление пружин на заказ. Наиболее популярными и востребованными считаются витые пружины, работающие на сжатие, кручение и растяжение.
Качество пружины определяют такие характеристики как: коэффициент упругости, прочность и предельная нагрузка. Чтобы изделие прослужило долгое время, правильно работало и не выходило из строя, для изготовления используют высококачественный материал: углеродистую и высоколегированную сталь. Такую специальную сталь еще называют пружинной сталью.
Технология производства
Навивка пружины может осуществляться несколькими способами:
- на токарном станке;
- вручную;
- через автомат горячим/холодным методом.
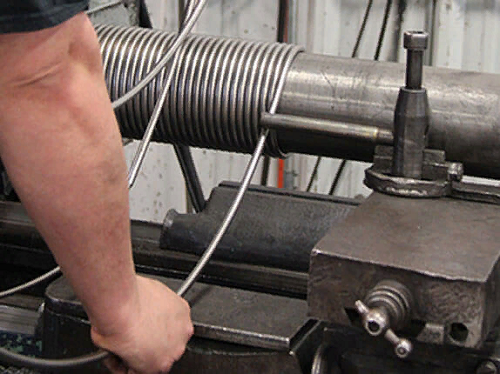
Наиболее дешевым и самым распространенным методом производства считается холодный метод навивки. В отличие от горячего метода, здесь кроме навивочного станка никакого другого оборудования не потребуется. Стальную проволоку зажимают в станке, на верхнем валике устанавливается натяжение и скорость вращения. После запуска станка, проволока наматывается до заданного числа витков. Остатки обрезаются, а сама деталь потоль дополнительно обрабатывается.
Но в холодном методе есть ограничения — нельзя применять проволоку диаметром выше 16 мм. Для проволок с диаметров выше 10 мм используют горячую технологию. На специальном станке проволока постепенно нагревается. Раскаленную заготовку помещают в станок для навивки, где также задают необходимые параметры. После окончания навивки проволоку термически обрабатывают и охлаждают в масле. В конце выполняется механическая и антикоррозионная обработка.
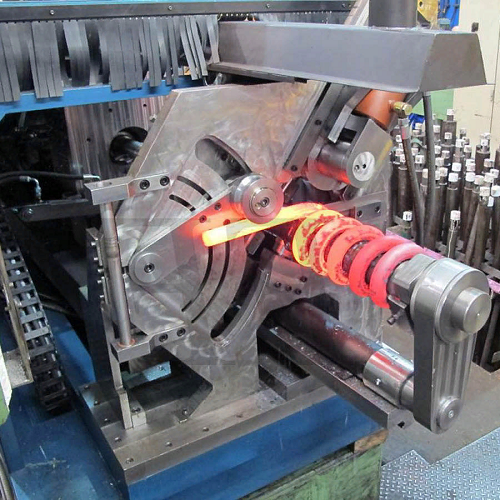
В холодной технологии проволока обрезается сразу по достижению необходимого размера. В горячей же технологии навивка осуществляется на всю длину проволоки и только по окончанию навивки готовый пруток разрезают на нужные размеры. Дополнительная обработка после процесса навивки необходима, чтобы снять внутреннее напряжение. При охлаждении изделий нельзя заменять масло водой, иначе в воде проволока может треснуть.
Выбирать пружины необходимо в зависимости от условий применения и назначения самой пружины. Это также задает конкретные требования к материалу изготовления пружины. Если пружина была неправильно подобрана, то ее выносливость закончится в кратчайший срок.
![]()


Вам также может понравиться

Уплотнители для гидравлики в спецтехнике: виды и причины износа

Где найти лучшего ландшафтного дизайнера для благоустройства участка
